________________________________________________________________________
Блок цилиндров дизельного двигателя Д-160
Неисправностями блока цилиндров Д-160 трактора
Т-130 (бульдозера) являются
трещины, пробоины, изломы фланцев; срыв резьбы в отверстиях блока под
шпильки и болты; износ постелей — гнезд под вкладыши коренных подшипников.
Разборка блока цилиндров Д-160
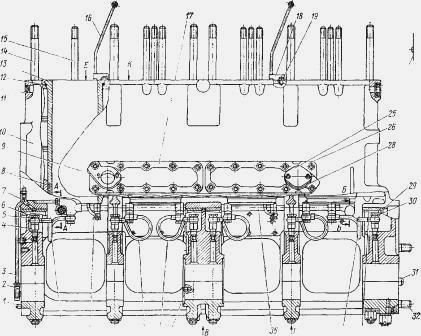
Рис.1. Блок цилиндров Д-160 в сборе (вид сбоку)
Снимают с дизельного двигателя сборочные единицы и детали, прикрепленные к
блоку, вывертывают шпильки 14 и 15 (рис. 1 и 2) крепления головок цилиндров.
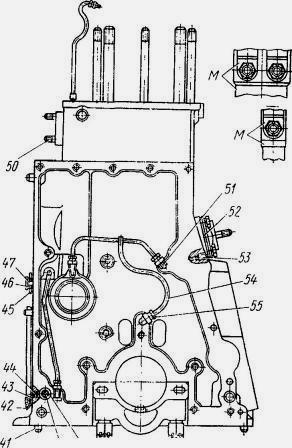
Рис.2. Блок цилиндров Д-160 трактора Т-130 в сборе (вид спереди)
Выпрессовывают гильзы 13 цилиндров. Отвертывают гайки и снимают крышку 25 блока
с его левой стороны. Вывертывают болты и снимают с левой стороны блока переднюю
и заднюю крышки водяной рубашки.
Вывертывают болты, снимают с правой стенки блока крышки смотровых люков 42.
Вывертывают штуцеры 39 и болты крепления хомутиков 18 и трубок 16 подвода масла
к валикам коромысел и снимают трубки.
Вывертывают штуцеры 6 и 30 и снимают трубки 7, 3 и 5 подвода масла к коренным
подшипникам. Вывертывают из блока дизеля Д-160 трактора Т-130 штуцеры 4, ниппели крепления
трубки 3 подвода масла к уравновешивающему механизму и снимают трубку.
Вывертывают ниппели крепления трубки 54 подвода масла к подшипнику
распределительного вала и промежуточной шестерне, снимают трубку. Вывертывают из
передней стенки блока колена 7 и 51 и тройник 2. Вынимают трубку 57 с резиновым
кольцом 56.
Вывертывают штуцер 48 крепления главного маслопровода 35, а затем промежуточный
штуцер 45 из стенки блока. Расшплинтовывают корончатую гайку 23 крепления
главного маслопровода и вывертывают ее.
Снимают со шпильки шайбу 22, пружину 21 и маслопровод 35 и вынимают его из
блока. Дальнейшая разборка блока цилиндров Д-160 (выпрессовка штифтов 31, 36 и
41, сальника 24, заглушек 11, вывертывание шпилек 32 и 50) выполняется при
необходимости.
Крышки опор коренных подшипников при последующих ремонтных операциях не
допускается снимать с блока или при необходимости снятия менять местами,
переворачивать и обезличивать.
Для правильной установки крышек в свои гнезда на них и торце гнезда блока
нанесены метки — буква «М», цифра и порядковые номера опор коренных
подшипников в двигателе.
При необходимости выпрессовывают втулки распределительного вала ступенчатой
оправкой.
Ремонт блока цилиндров Д-160
Блок цилиндров дизеля Д-160 трактора (бульдозера) Т-130 изготовлен из чугуна СЧ 20.
Блоки с изломами и трещинами между отверстиями под гильзы цилиндров и в нижних
стенках опорных подшипников коленчатого вала должны
выбраковываться.
Трещины в стенках водяной рубашки и картерного пространства заваривают сваркой с
постановкой накладок или без них. Концы трещин засверливают
сверлом диаметром 4 мм.
Кромки трещин разделывают и заваривают электродами.
Заварку трещин производят участками. Необходимо избегать перегрева блока и
возобновлять сварку только после охлаждения шва на предыдущем
участке до 40...50°С.
Сквозные трещины и обломы фланцев можно заваривать холодной электродуговой
заваркой медностальными и аустенитными электродами.
Наплавку производят отдельными валиками, не допуская перегрева основного металла
и накладывая последующий валик через 1...2 мин после окончания наплавки
предыдущего.
Постели под вкладыши восстанавливают холодной или горячей (дуговой и газовой)
наплавкой. Перед наплавкой изношенные или поврежденные постели растачивают на
0,3...0,4 мм.
Чтобы избежать появления трещин поверхность вблизи изношенной постели
подогревают до500...700 °С.
Наплавленные постели растачивают борштангой с резцами на специальном станке или
универсальном приспособлении. Правильная установка
борштанги приспособления обеспечивается двумя полукольцами, которые
устанавливают в постели крайних подшипников.
Для блоков цилиндров двигателя Д-160 трактора Т-130, у которых износ
постелей под вкладыши превышает 0,05 мм, установку борштанги производят с
помощью двух специально изготовленных технологических крышек.
При оборудовании приспособления механическим приводом все постели растачиваются
одновременно. Сначала производят черновое растачивание,
оставляя припуск 0,1... ...0,3 мм на диаметр.
Если расточка в блоке цилиндров Т-130 под бурт гильзы цилиндров имеет повреждение торцовой
поверхности или различие по глубине при четырех промерах более 0,07 мм,
производят ремонт торцовой поверхности.
Его выполняют на радиально-сверлильном станке с помощью самоустанавливающейся по
оси отверстия зенковки с регулируемым кольцевым упором.
На обработку достаточен припуск 0,2 мм. Различие по глубине расточки после
восстановления при измерении ее в четырех местах по окружности должно быть не
более 0,05 мм.
При установке в такой блок гильзы цилиндра под ее бурт ставят дополнительную
прокладку, для того чтобы выступание верхнего торца бурта гильзы над плоскостью
блока было в пределах 0,07...0,33 мм.
Отремонтированный блок цилиндров дизеля Д-160 бульдозера Т-130 подвергают
гидравлическому испытанию на герметичность водяной рубашки
под давлением 0,4 МПа; течь воды и каплеобразование на стенках не допускаются.
Втулки распределительного вала изготовлены из сталеалюминиевой полосы с
антифрикционным сплавом. Втулки после запрессовки в блок
растачивают с помощью борштанги, чтобы обеспечить соосность расточенных
отверстий.
Втулки ремонтного размера (передняя А57.02.001А, средняя и задняя А.57.02.003А)
имеют внутренний диаметр 66,8 + 0,04 мм (с припуском под
растачивание в блоке).
После растачивания втулок межцентровое расстояние между их внутренней
поверхностью и поверхностью постелей под вкладыши коренных подшипников должно
быть 242,25...242,30 мм.
Диаметр отверстий во втулках под новый распределительный вал 68 +0,03мм.
Сборка блока цилиндров Д-160
При сборке блока цилиндров двигателя Д-160 трактора
Т-130
соблюдают следующие технические требования:
Смазочную систему блока промывают под давлением, затем опрессовывают моторным
маслом, подогретым до 60...70 °С, в течение 3 мин давлением 0,3 МПа; течь масла
через соединения не допускается. Для опрессовки можно применять смесь из 55 %
моторного масла и 45 % дизельного топлива.
Водяную полость блока цилиндра Д-160 в сборе с гильзами подвергают гидравлическому
испытанию под давлением не менее 0,4 МПа в течение не менее 3 мин; течь воды и
каплеобразование, а также течь воды через уплотнения гильз цилиндров не
допускаются.
Шпильки крепления крышек коренных подшипников затягивают до отказа; момент
затяжки 150...250 Нм.
Крышки коренных подшипников после затяжки гаек крепления должны плотно прилегать
по плоскостям разъема к блоку.
Щуп 0,03 мм не должен входить в стык между сопрягающимися деталями.
Допускается вхождение щупа толщиной не более 0,08 мм между блоком и крышками
подшипников на глубину не более 10 мм за счет допустимого
отклонения от плоскостности сопряженных поверхностей.
Перед сборкой очищают блок Т-130 от загрязнений, промывают и продувают сухим
сжатым воздухом маслоподводящие каналы.
Очищают водяную рубашку блока от накипи. Запрессовывают втулки 33 (см. рис. 1 и
2) распределительного вала в отверстия блока.
Подбирают гильзы цилиндров по размерным группам. В блок рекомендуется
устанавливать гильзы одинаковых групп.
Надевают на гильзы блока и уплотнительные резиновые кольца 5, смазав их железным
суриком; под бурт гильз подкладывают медные кольца 12 и
запрессовывают гильзы в блок. Предварительно заходные фаски гнезд смазывают
дизельным маслом.
Устанавливают блок двигателя Д-160 трактора Т-130 на подставку крышками
коренных подшипников вверх.
Протирают отверстие под заглушку 29 и запрессовывают ее в гнездо. Устанавливают
в блок пробку 55, заглушив отверстие, идущее к каналу для подачи масла к
распределительной шестерне. Заглушают штифтом 44 отверстие канала подвода масла
к малой промежуточной шестерне.
Смазывают резьбовую часть шпильки 20 крепления главного маслопровода железным
суриком и ввертывают до отказа в отверстие блока с внутренней
стороны.
Устанавливают на шпильку последовательно маслопровод 35, пружину 21, шайбу 22,
навертывают гайку 23 и стопорят ее шплинтом.
Надевают кольцо 49 на промежуточный штуцер 45 крепления главного маслопровода и
завертывают штуцер в резьбовое отверстие блока. Штуцер 48
крепления маслопровода с кольцом 27 вставляют в промежуточный штуцер 45,
надевают второе кольцо 27 и ввертывают штуцер в угольник маслопровода.
Ввертывают в резьбовые отверстия опор коренных подшипников шесть штуцеров 4.
Подсоединяют к главному маслопроводу и блоку цилиндров переднюю трубку 37 от
среднего коренного подшипника, три трубки 38 от второго, третьего и четвертого
коренных подшипников, трубку 34 от пятого коренного подшипника, трубку 40 от
первого коренного подшипника и прикрепляют все трубки к
блоку и маслопроводу штуцерами 6 и 30, проложив уплотнительные кольца.
Для обеспечения достаточного смазывания первых коренного и шатунного подшипников
штуцеры 6 имеют большее проходное сечение, чем штуцеры 30, поэтому при сборке не
допускается менять их местами.
Устанавливают две трубки 16 подвода масла к валикам коромысел на главный
маслопровод и закрепляют их штуцерами 39, предварительно проложив
уплотнительные кольца.
Закрепляют трубки хомутиками 18 со стопорными пластинами 19 и болтами на верхней
плоскости блока.
Концы стопорных пластин отгибают на грани болтов. При установке трубок до
гидравлического испытания допускается подгибание их по месту, обеспечивающее
необходимые зазоры между трубками и вращающимися коленчатым и распределительным
валами, стенками блока Д-160 и другими
деталями.
Ввертывают в резьбовые отверстия на передней стенке блока колено 55, два колена
51 и тройник 2.
Устанавливают трубку 54 подвода масла к подшипникам распределительного вала и
промежуточной шестерни, соединив ниппели трубки с коленами 51 и 55.
Устанавливают трубку 3 подвода масла к уравновешивающему механизму, соединив
один ниппель трубки с тройником, ввернув другой в торец главного маслопровода.
Трубки не должны касаться стенки блока.
Устанавливают в правую стенку блока цилиндров дизеля Д-160 бульдозера Т-130 трубку 47
подвода масла к регулятору топливного насоса с надетым на нее резиновым кольцом
46.
Надевают на медную трубку 57 подвода масла к промежуточной шестерне привода
масляного насоса резиновое кольцо 56 и вставляют ее в отверстие на передней
стенке блока.
Для дальнейшей сборки перевертывают блок вверх поверхностью, на которой
располагаются головки. Устанавливают на левую боковую поверхность блока переднюю
крышку 7 с двумя шпильками 9 и заднюю крышку 26 с прокладками 52. Крышки
закрепляют болтами с пружинными шайбами.
На заднюю крышку устанавливают прокладку 28 и крышку 25, закрепив ее двумя
гайками с пружинными шайбами. Ставят на правую стенку блока крышки смотровых
люков 42 с прокладками 43.
Крышки закрепляют болтами с пружинными шайбами. Завертывают до отказа в верхнюю
плоскость блока шпильки 14 и 15 крепления головки блока Д-160 (Т-130); момент
затяжки шпилек соответственно 150...200 и 60...80 Нм.
Запрессовывают сальник 24 рабочей кромкой манжеты внутрь блока.
Гильзы блока цилиндров Д-160
Характерными неисправностями гильз цилиндров двигателя Д-160 трактора
Т-130 являются износ по внутреннему диаметру, отклонение от
плоскостности нижнего торца опорного бурта, сколы и трещины.
При снятии гильзы сливают масло из картера и воду из системы охлаждения. Снимают
поршень с шатуном.
Закрывают шейки коленчатого вала, чтобы предохранить их от повреждений и от
попадания в каналы посторонних частиц. Вынимают гильзу цилиндра из
блока.
Гильза блока двигателя Д-160 трактора Т-130 изготовлена из
марганцовистого чугуна, внутренняя поверхность ее закалена ТВЧ на глубину не
менее 1,6 мм до твердости 42.
Гильзы с трещинами и сколами подлежат выбраковке, гильзы, не имеющие этих
дефектов, проверяют на герметичность гидравлическим давлением не менее 0,4 МПа.
При падении давления в течение 2 мин после прекращения подачи жидкости гильза
бракуется.
Разрешается испытывать гильзу цилиндров Д-160 на герметичность погружением в
жидкость и подачей в нее воздуха давлением не менее 0,4 МПа в
течение 3 мин; появление пузырьков не допускается.
Изношенные гильзы цилиндров по внутреннему диаметру восстанавливают
растачиванием, хонингованием и полированием на ремонтный размер 145,7
+ 0,08 мм под ремонтные поршни и поршневые кольца, увеличенные по наружному
диаметру на 0,7 мм.
При наличии оборудования гильзу цилиндров обрабатывают по внутреннему диаметру
методом предварительного силового хонингования с последующим чистовым
хонингованием и полированием.
Ремонтируемую гильзу блока обрабатывают предварительно в два перехода
хонинговальными брусками 225x12x6x4 мм до диаметра 145,60+0,04
мм и диаметра 145,67+0,04 мм.
Износ, забоины, вмятины на торцах опорного бурта гильзы, повышенное торцовое
биение относительно внутреннего диаметра (более 0,03 мм) устраняют обработкой на
алмазно-обточном станке. Толщина бурта после обработки должна быть 13,12—0,07
мм. Затем производят чистовое хонингование
брусками до диаметра 145,7+0,075мм .
Отремонтированная гильза цилиндров дизеля Д-160 должна
удовлетворять следующим техническим требованиям:
- овальность и конусность внутренней отполированной поверхности на участке,
отстоящем от верхнего торца на 27 мм и длиной 270 мм, должна быть не более 0,025
мм;
- биение нижнего торца опорного бурта относительно внутренней поверхности гильзы
должно быть не более 0,030 мм. Допускается пятно контакта на нижнем торце
опорного бурта при проверке на краску шириной не менее 2 мм, замкнутое по
окружности;
- на внутренней поверхности допускается пористость, образующаяся в результате
выкрашивания графита и металлической основы по границам графитовых включений при
механической обработке, а также чистые газовые раковины по наибольшему измерению
не более 1 мм и глубиной не более 1 мм в количестве не более 3 шт.,
расположенных на расстоянии одна от другой не менее чем на 30 мм.
На участках внутренней поверхности гильзы блока цилиндров Т-130,
отстоящих не более 20 мм от верхнего торца и 80 мм от нижнего торца гильзы,
допускается наличие чистых газовых раковин по наибольшему измерению не более 2
мм и глубиной не более 1 мм в количестве не более 3 шт.,
расположенных одна от другой на расстоянии не менее чем на 30 мм.
На участке длиной 20 мм от верхнего торца гильзы допускается усадочная
пористость площадью не более 1 см2 с наибольшим размером пор до 1 мм.
При установке отремонтированных гильз в блок необходимо для обеспечения
выступания нижнего опорного бурта над плоскостью блока в пределах 0,070 ...
0,330 мм подложить под бурт дополнительное кольцо, компенсирующее подрезку его
торца.
Отремонтированные гильзы цилиндров (0 145,7+0,08 мм) так же, как и новые (0
145+0,08 мм), сортируют на четыре размерные группы по наименьшему
внутреннему диаметру. Индекс размерной группы выбивают на верхнем торце гильзы.
Перед установкой гильз очищают посадочные поверхности в блоке цилиндров и
гильзах. Затем надевают медное кольцо на верхний пояс гильзы.
После этого вставляют гильзы (без резиновых колец) в отверстия блока и
запрессовывают их в блок.
Проверяют размер, овальность и конусность внутренней поверхности гильзы па
участке длиной 270 мм, отстоящем на 27 мм от верхнего торца гильзы. Допускается
перепрессовка гильзы в блок и ее поворот для обеспечения указанной овальности и
конусообразности внутренней поверхности.
Проверяют выступание бурта гильзы блока цилиндров дизеля Д-160 трактора
Т-130 над плоскостью блока приспособлением с индикатором в
четырех точках вокруг гильзы. Высота выступания должна быть 0,07 ... 0,33 мм.
Разность четырех диаметрально противоположных измерений не должна превышать 0,08
мм. Разность в выступаниях гильз, прижимаемых одной
головкой цилиндров, допускается не более 0,08 мм.
Поворот гильзы в блоке может изменить высоту ее выступания над блоком,
овальность и конусообразность внутренней поверхности.
Если высота выступания гильзы выходит за пределы 0,07 ... 0,33 мм, проверяют
толщину бурта гильзы, толщину медной прокладки и глубину расточки в блоке
цилиндров. Толщина А (рис. 3) бурта гильзы должна быть 13,2+0,075 мм; глубина В
расточки в блоке цилиндров 14+0'07 мм; толщина Б медной прокладки 1_0,08 мм.
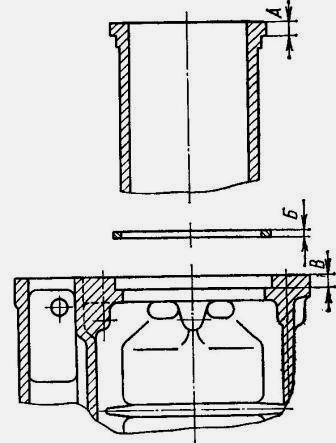
Рис.3. Проверка размеров в деталях для обеспечения необходимого
выступания торца гильзы цилиндров дизеля Д-160 над плоскостью блока
Подбором другой медной прокладки или гильзы обеспечивают необходимую высоту
выступания над блоком. После этого наносят метки на торцах гильзы и блоке для
установки гильзы в прежнее положение. Вынимают гильзу из блока.
Устанавливают новые резиновые кольца уплотнения в канавки гильз. Кольца должны
быть упругими, без повреждений, не перекручены и выступать из канавок гильзы на
1,5 ... 2,5 мм. Смазывают суриком нижний посадочный поясок гильзы и
уплотнительные кольца.
Устанавливают гильзы в блок с помощью приспособления, совмещая метки на торцах
гильз и блока при установке. Проверяют, как указано выше,
овальность и конусообразность внутренних поверхностей гильз.
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________