________________________________________________________________________
Ремонт коленвала дизеля Д-160
Неисправностями коленчатого вала Д-160 являются: износ, задиры и повышенная
овальность и конусность поверхности шатунных и коренных шеек; повышенное биение
коренных шеек; повреждение центровых отверстий; трещины на поверхностях шатунных
и коренных шеек; трещины и обломы на противовесах; износ шпоночных пазов; износ
маслосгонных резьб.
Снятие и разборка коленвала Д-160
Чтобы вынуть коленчатый вал дизеля Д-160 трактора Т-130, снимают дизель и
устанавливают его на подставку, снимают картер, масляный насос с
маслоприемниками, уравновешивающий механизм, шкив коленчатого вала, кожух
шестерен распределения, маховик и кожух маховика.
После этого устанавливают дизель на бок и закрепляют его в таком положении.
Снимают крышки шатунов, отводят шатуны так, чтобы они не мешали снятию
коленчатого вала.
Обертывают вторую и третью шатунные шейки коленвала Т-130 толстой тканью для
защиты их поверхности от повреждений. Захватывают вал за шейки
тросами, присоединенными к подъемнику. Масса коленчатого вала равна 137 кг.
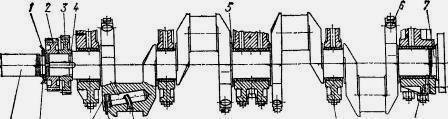
Рис.4. Коленчатый вал Д-160 и коренные подшипники
Натягивают тросы так, чтобы коленвал Д-160 трактора Т-130 не смещался при
снятии крышек коренных подшипников, отвертывают гайки 8 (рис.
4) и снимают крышки. Чтобы не повредить шейки вала и резьбу шпилек, обертывают
толстой тканью шпильки, после чего снимают коленчатый вал.
Крышки 9 коренных подшипников плотно сидят в пазах блока. Для их снятия в задней
крышке имеется резьбовое отверстие диаметром М16 для установки съемника, а в
остальных крышках имеются отлитые в боковых стенках ребер углубления.
При снятии крышек проверяют наличие установочных меток на этих деталях. Метки
выбивают с одной стороны на нижних торцах опор блока и крышек. В
случае отсутствия меток следует нанести их, чтобы можно было установить крышки в
первоначальное положение.
Как правило, следует заменять весь комплект коренных вкладышей, если один из них
требует замены. Это необходимо для избежания перегрузки и выхода из строя нового
вкладыша, поскольку остальные вкладыши имеют износ антифрикционного слоя.
При необходимости замены или осмотра верхних вкладышей коренных подшипников
можно снять их с помощью приспособления — грибка, вставляемого
в отверстие смазочного канала в коренной шейке вала. Выступание головки
приспособления над поверхностью шейки должно быть 2,5 ... 3,0 мм. Вставив
приспособление в отверстие смазочного канала, вращением вала по часовой стрелке
снимают вкладыш.
Для разборки коленвала отвертывают гайку с
его носка, предварительно расстопорив ее. Снимают стопорную 1 и
маслосбрасывающую 13 шайбы (см. рис. 4). Спрессовывают с носка вала шестерни 2 и
5.
Расшплинтовывают пробки 12 полостей шатунных шеек и
вывертывают пробки из вала. Снимать противовесы 6 не допускается, так как
коленчатый вал Д-160 динамически отбалансирован с ними на заводе.
Коленчатый вал Д-160 изготовлен из марганцовистой стали 45Г2. Поверхности
шатунных и коренных шеек закалены ТВЧ на глубину 3,0 ... 6,5 мм. Твердость 48.
На двигателях Д-160 и Д-160Б установлены валы с шейками двух размеров.
Коленчатые валы, поступившие в ремонт после мойки, тщательно осматривают и
проверяют на наличие трещин на магнитном дефектоскопе.
Перед мойкой вывинчивают пробки-заглушки 12 из шатунных шеек, тщательно очищают
от грязи и под давлением промывают полости шеек и
маслоподводящих трубок 10. Шлифуют вал с вывинченными пробками-заглушками.
Шейки коленвала проверяют на наличие трещин, овальности, конусности и износа,
проверяют состояние центров, выявляют повреждения или износ шпоночных канавок,
состояние и надежность крепления противовесов.
Ремонт коленвала Д-160 с трещинами на шейках
На шейках коленчатого вала Д-160 трактора Т-130
не допускаются трещины:
- на галтелях шеек;
- на поверхностях шеек на расстоянии менее 10 мм от торцов щек и в зоне
перекрытия на дуге 45° в обе стороны от вертикальной оси вала для коренных
и 30° для шатунных шеек;
- на кромках масляных каналов трещины длиной свыше 6 мм в зонах, расположенных
под углом (45±15)° к оси шейки;
- расположенные под углом более 30° к оси вала и на расстоянии менее 10 мм друг
от друга.
Коленчатые валы, имеющие задиры, износ шеек, трещины на поверхности,
подлежат ремонту — перешлифовыванию, кроме валов с указанными выше трещинами,
при наличии которых валы выбраковывают.
После перешлифовывания коленвал проверяют на магнитном дефектоскопе. Выявленные
при этом подозрительные места (т. е. места отложения
магнитного порошка) после размагничивания коленчатого вала тщательно осматривают
визуально.
Единичные, отдельно расположенные точечные включения диаметром и длиной менее 1
мм, видимые невооруженным глазом, а также наличие на шатунных и коренных шейках
характерного рисунка — сетки или штрихов по линии разъема штампа — браковочным
признаком не являются. Допускается зачистка фасок масляных каналов до полного
удаления дефектов.
Если на поверхности каждой коренной и шатунной шейки имеется не более трех
продольных трещин длиной свыше 3 мм на расстоянии друг от друга не менее 10 мм и
расположенных под углом не более 30 ° к оси вала, то они подлежат обработке.
Мелкие трещины длиной не более 6 мм, выходящие за кромки масляных каналов, при
подсчете не включаются в общее число дефектных трещин. Указанные трещины
подлежат тщательной разделке абразивным инструментом по всей длине для
образования канавки радиусом 1,5 ... 2 мм и глубиной 0,2 ... 0,4 мм.
Острые кромки канавки притупляют по периметру. После обработки в зоне трещины
следует снять лыску шириной до 5 мм. Контролировать и
обрабатывать трещины необходимо после шлифования на ремонтный размер перед
полированием шеек вала.
При наличии более трех трещин на одной шейке или при угле отклонения трещин от
оси шейки более 30° (рис. 31) и при расположении концов трещин ближе 10 мм к
торцам галтелей коленчатый вал бракуют.
Заварку производят с помощью сварочного полуавтомата. Заварку выполняют
участками длиной 8 ... 10 мм с последующей проковкой участка и его
остыванием до температуры окружающего воздуха.
После ремонта коленчатый вал Д-160 трактора Т-130 должен удовлетворять следующим техническим требованиям:
- Поверхность шатунных и коренных шеек должна быть гладкой, без рисок, задиров,
черновин, гранености и волнистости; допускается на средней коренной шейке в
местах выхода двух смазочных отверстий граненость и «прослабление» диаметра не
более 0,01 мм.
- Овальность и конусность коренных и шатунных шеек вала не должна превышать
0,015 мм.
- Непараллельность осей шатунных шеек относительно оси коренных шеек не должна
быть более 0,03 мм на длине 100 мм.
- Поверхности переходов от образующих коренных и шатунных шеек во все масляные
каналы должны быть отполированы кругом по направлению внутрь канала на глубину 4
... 6 мм.
- Оси всех шатунных шеек должны лежать в одной плоскости, проходящей через оси
коренных шеек; отклонение допускается не более 0,6 мм.
- Разность радиусов кривошипов между отдельными шейками не должна быть более 0,3
мм.
При установке вала первой, третьей и пятой коренными шейками на призмы
допускается биение опорных шеек не более 0,02 мм, биение остальных
коренных шеек — не более 0,03 мм, поверхности фланца под маховик — не более 0,04
мм, торцовой поверхности фланца под маховик, торцовой
поверхности под шестерню и конической поверхности — не более 0,05 мм.
Кромки масляных каналов должны быть затуплены до радиуса 3 мм.
Отклонение оси шпоночной канавки относительно диаметральной плоскости
поверхности под шестерню допускается не более 0,1 мм.
Отклонение от перпендикулярности диаметральной плоскости, проходящей через
середину шпоночной канавки (на поверхности под шестерню) и оси
коренных шеек, относительно диаметральной плоскости, проходящей через оси
коренных и шатунных шеек, допускается не более 30.
Сборка и установка коленвала Д-160
При сборке и установке коленчатого вала Д-160 бульдозера
Т-130 необходимо руководствоваться следующими требованиями:
Коленвал балансируется высверливанием металла в противовесах, поэтому
противовесы не допускается снимать, переставлять или подвергать
обработке.
В случае замены противовесов или раскомплектовки с ними вала последний в сборе
подвергают динамической балансировке относительно коренных
шеек при частоте вращения 100 об/мин, не менее. Допускается дисбаланс не более
0,025 Нм.
При динамической балансировке в шпоночные пазы вставляют заподлицо с
поверхностью вала специальные шпонки: в шпоночный паз на конусной
поверхности вала шпонку 60Х16Х X5 мм, в шпоночный паз на поверхности вала под
шестерни — шпонку 70X16X5 мм.
При балансировке допускается сверление отверстий диаметром не более 28 мм на
торцовых поверхностях противовесов на глубину не более 62 мм. Разрешается при
балансировке снимать металл на глубину не более 4 мм на скошенной поверхности
всех шеек.
Полости в шатунных шейках должны быть тщательно очищены от загрязнений. Для
очистки масляных каналов вала от металлических частиц пользуются намагниченным
стержнем, который вводят в каналы и затем извлекают вместе с прилипшими
частицами металла.
Нормальный рабочий зазор в вертикальной плоскости между вкладышем и шейкой
равен: для коренных подшипников 0,09 ... 0,154 мм, для узких вкладышей пятой
коренной шейки с маслосгонной резьбой вала 0,21 ... 0,274 мм, для шатунных
подшипников 0,1 ... 0,164 мм.
При обнаружении на узких вкладышах уплотнения заднего коренного подшипника
касания шейкой коленчатого вала эти вкладыши следует заменить во
избежание утечки масла из блока двигателя.
Осевой люфт коленчатого вала 0,04 ... 0,60 мм.
Коленчатый вал Д-160 поставляется в запасные части комплектно с коренными и
шатунными вкладышами.
По диаметру коренных и шатунных шеек новые коленчатые валы разбиваются на
размерные группы.
Маркировка вкладышей подшипников нормального размера нанесена механическим
способом на наружной поверхности вблизи стыка. На вкладышах
ремонтного размера аналогичная маркировка может быть нанесена в средней части
одного из торцов вкладыша.
На узких вкладышах 7 (см. рис. 4) пятой коренной шейки на наружной поверхности
нанесена мастикой маркировка: «Низ» на нижнем вкладыше, «Верх» — на верхнем.
Узкие вкладыши на 0,06 мм тоньше, чем остальные. Верхний вкладыш ставят в блок,
нижний — в крышку подшипника.
В комплект вкладышей коренных подшипников (на дизель), поставляемый в запасные
части, входят упорные полукольца 5, устанавливаемые в среднюю опору коленчатого
вала Д-160 в блоке и предназначенные для фиксации вала в осевом направлении.
Вкладыши в собранном виде имеют овальную форму отверстия, у которого меньшая ось
овала находится в плоскости, перпендикулярной к разъему.
Не допускаются к установке вкладыши, имеющие шероховатую на ощупь и изношенную
рабочую поверхность.
Перед сборкой коленчатый вал Т-130 тщательно очищают от загрязнений. Внутренние
полости шатунных шеек очищают от смолистых отложений и
промывают моечным раствором под давлением; температура раствора 50 ... 90 °С.
Проверяют плотность посадки трубок 10.
При установке противовесов на коленвал насухо протирают опорные
поверхности вала и противовесов. Последние надевают на втулки плотно
усилием руки или легкими ударами молотка массой 300 ... 400 г.
После установки
на втулки люфт противовесов не допускается. Противовесы до затяжки
болтов устанавливают так, чтобы между стержнем болта, ввернутого на 3 ... 5
ниток резьбы, и стенкой отверстия в противовесе был кольцевой зазор.
Крепление противовесов к валу производят в такой последовательности: затягивают
болты для обжатия сопрягаемых поверхностей ключом с плечом 450 мм крутящим
моментом 150 ... 190 Нм, затем отпускают болт на 0,5 ... 1 оборот, после чего
окончательно затягивают болты (прилегание опорных
поверхностей вала и противовесов на участках от края до болта должно быть полным
с зазором на более 0,05 мм).
Подгибку стопорной пластины к граням болтов допускается производить легкими
ударами медного молотка массой не более 500 г. Концы стопорной пластины должны
плотно прилегать к граням головки болта. Забивают в канавку коленчатого вала
шпонку 4 и напрессовывают на носок вала шестерню
5, а затем шестерню 2.
Надевают на носок вала маслосбрасывающую шайбу 13, стопорную шайбу 1 и
навертывают гайку. Гайку стопорят, отогнув ус стопорной шайбы во впадину гайки.
В резьбовые отверстия шатунных шеек ввертывают пробки 12 и зашплинтовывают их.
При установке поршней с шатунами в гильзы блока снимают с блока крышки коренных
подшипников коленчатого вала. Промывают и протирают насухо вкладыши коренных
подшипников вала и постели-гнезда под них в блоке и крышках. Затем устанавливают
вкладыши в постели блока и крышек, так чтобы выступ-усик на наружной поверхности
вкладыша вошел в паз постели в блоке и крышке.
Верхние вкладыши (с канавками и отверстиями) устанавливают в гнезда блока, а
нижние вкладыши (без канавки) —в гнезда крышек. Перед установкой
узких вкладышей уплотнения пятого коренного подшипника смазывают наружные
поверхности половинок и постели под них в блоке и крышках лаком
«Герметик» для уплотнения этого сопряжения.
Узкие вкладыши уплотнения с маркировкой «Верх» устанавливают в блок с
маркировкой «Низ» в крышку коренного подшипника. После этого протирают льняной
салфеткой упорные полукольца средней опоры коленчатого вала.
Покрывают плоскости
верхних полуколец, прилегающих к блоку, смазкой и устанавливают кольца в выточки
средней опоры блока. Нижние упорные полукольца устанавливают на штифты в выточки
крышки третьего коренного подшипника.
Протирают и смазывают моторным маслом рабочую поверхность шеек и укладывают
коленчатый вал в сборе с шестернями на вкладыши блока, так
чтобы впадина с меткой С шестерни коленчатого вала вошла в зуб с той же меткой
шестерни распределительного вала.
После этого смазывают моторным маслом поверхность вкладышей крышек коренных
подшипников и устанавливают крышки на первую, вторую, третью
и четвертую коренные шейки коленчатого вала легкими ударами медного молотка. При
этом перекашивание крышек в пазах блока не допускается.
Установку крышек в блок производят по меткам, выбитым на опорах под вкладыши в
блоке и на площадке под гайку в крышках соответственно номеру
подшипника в блоке. Метки должны быть обращены в одну сторону в крышке и в
блоке. Переворачивание и нарушение парности крышек подшипников при установке в
блок не допускается.
Навертывают гайки на шпильки коренных подшипников до легкого упора и затягивают
в два приема в последовательности. Момент затяжки гаек 370 ... 420 Нм. При этом
не допускают отвертывания гайки до совпадения ее прорези с отверстием в шпильке.
Разрешается производить дозатяжку гаек до совпадения ближайшей прорези гайки с
отверстием под шплинт в шпильке. Стопорят гайки шплинтами.
Для правильной установки средней крышки с упорными полукольцами и обеспечения
нормального продольного люфта коленчатого вала 0,04 ... 0,58 мм
после посадки средней крышки до упора в плоскость блока перемещают ломиком вал
до отказа в сторону его носка, затем сдвигают вал до упора в обратном
направлении и после этого затягивают гайки крепления средней крышки.
Продольный люфт вала проверяют с помощью индикатора или щупа при смещении вала
до отказа в одну сторону. Щуп вставляют в зазор между упорными полукольцами и
буртом шейки вала. После проверки осевого люфта присоединяют шатуны. Момент
затяжки гаек шатунных болтов 170 ... 210 Нм.
При затянутых гайках шатунных болтов и крышек коренных подшипников коленчатый
вал должен плавно проворачиваться от усилия руки, приложенного к рычагу с
плечом 500 мм, закрепленному на фланце вала.
________________________________________________________________________
________________________________________________________________________